基于精益生产理论的DH公司生产过程搬运浪费问题思考
时间:2022-06-04 来源:51mbalunwen.com
本文是一篇生产管理论文,笔者认为精益生产理论中,搬运浪费之外的其他浪费也是时刻存在的,DH 公司应该加大在其他浪费方面的改善力度。在精益生产理论的指导下将九大生产浪费逐步消除,这样的结果必将是给企业带来更大的效益。无论是对企业的产品战略还是将产品的完全生命周内的各个阶段做到极致,更加能促进企业内部的向心力凝聚。
第一章 绪论
第一节 研究背景
在现代制造业的生产过程中,生产浪费问题同产品质量问题一样,伴随着生产活动的开展而不断产生,难以根本消除。时至今日,众多国内外企业管理层以及相关专家学者仍然希望能够通过不断创新生产,改善管理来解决生产浪费这一难题。据相关研究表明,浪费相对严重的企业可能存在一半以上的生产成本均由各种浪费造成。尤其是一些生产管理相对薄弱的传统制造业企业,浪费所造成的成本更是占据了生产成本的很大比重。降低生产成本,减少各种浪费则成了生产性企业当务之急中的重中之重。
日本丰田公司作为最早起步施行精益生产方式的标杆企业,更是把生产过程中的各种浪费行为归结成了八大类:制造过剩、库存、搬运、加工、动作、等待、不良品、能动性(未能发挥员工积极主动性的浪费)[1]。除此之外,管理浪费也应当被纳入其中,这种浪费表现在企业内部管理无序,执行力弱等情形上。管理浪费的存在是存在于绝大部分企业的一种普遍现象,企业往往需要花费大量人力物力的投入才能尽可能的改善和避免这种隐性的等待浪费。但较之于关注和改善浪费行为能够为企业带来的可观收益,减少各种浪费也就理所当然成为了生产性企业增加生产收益、提升企业利润、实现战略目标的重点工作内容。 目前来看这些浪费问题存在于几乎所有生产性企业当中。正如精益专家大野耐一先生所述——“减少 10%的浪费就相当于增加 100%的销售额”,这句话正是明确阐明了减少制造业企业生产过程中的浪费问题是提升企业盈利空间的重要途径。
目前来看这些浪费问题存在于几乎所有生产性企业当中。正如精益专家大野耐一先生所述——“减少 10%的浪费就相当于增加 100%的销售额”,这句话正是明确阐明了减少制造业企业生产过程中的浪费问题是提升企业盈利空间的重要途径。
DH 公司是一家位于中部省份的一家小型农用机械生产企业。公司成立于2008 年,随着公司规模的不断扩大和生产研发能力的逐步提升,公司的主营内容已经从最初的简单的整机组装转变到现在基本实现完全自主生产。DH 公司的产品在国内外小型农机市场中以“质量过硬,价格公道,服务至上”的尚佳用户口碑广受全国各个地区客户青睐,目前每年的销售量稳定保持在 5 万台以上并逐渐扩增,自公司开展销售以来已经先后服务三十万以上客户。
第二节 研究目的和研究意义
一、研究目的
就 DH 公司而言,日益增加的产品销售数量和随之增加的服务客户数目都势必要求 DH 公司在产品生产制造和产品售后方面相关方面增加资金投入,而在总体资金受到制约的情况下,公司就不得不考虑将利润增长点放在了“节流”上面。而生存发展了 13 年之久的 DH 公司的生产规模也是一步步地在扩大,原有的陈旧生产规划相对滞后,在制品的搬运浪费现象也日益突出,这也阻碍了公司生产效率的提升。同时,类似于等待浪费等浪费现象也一直始终充斥于生产的全过程之中,生产部每天的全员班前会占用时间基本为 15 到 20 分钟,会后要想进入生产状态,各工位的准备时间等又需要 20 分钟以上,最长的时候准备时间长达 45分钟。往往生产进入有序状态,基本上需要上班后将近 1 个小时。每个生产班组八分之一的时间就这样被白白浪费掉。为长期持久地生存发展下去,并使效益增加,减少在生产过程中各种浪费也就日趋重要。
以 DH 公司众多产品中的一款自制件 750 锄草轮为例进行说明,该自制件的销售价格为 100 元,其总成本核定为 90 元,单件利润仅为 10 元。想要实现利润翻倍的目标有两条实现途径:一是在不进行生产过程优化和改善的前提下,产品单件利润不变,只有通过将该产品的销售量翻倍的方式来实现利润翻倍。众所周知,这样的目标达成难以企及且需要投入大量营销费用。二是将目前生产产品的总成本压缩 10 元,通过关注和减少生产过程中的浪费问题来压缩成本、提升产品利润就要相对容易的多。因此,对 DH 公司生产过程中各种浪费问题进行研究及改善是毫无疑问具有其现实意义,也能够为行业内其他企业借鉴意义,促进行业发展。通过对 DH 公司搬运浪费问题进行研究和实践,笔者一方面能够帮供职企业 DH 公司制定企业更合理的生产改进方案,另一方面能够将研究所学理论联系实践、总结经验后形成系统教学教材以供新进员工系统培训使用,也可以在未来作为企业的生产指导体系核心内容长期运用。
第二章 相关理论及概念
第一节 精益生产的理论基础
一、精益生产的来源
生产方式的相关理论大体上分为三种:第一种是泰勒的科学管理理论;第二种是戴明的质量管理理论;第三种是精益生产理论。精益生产理论起源于二战后。美国福特汽车依靠其资源丰富、大量资金投入、大规模场地,采用批量生产模式——品种少且依托规模化而降低成本,提高竞争优势。仅在 1949 年,美国福特单日产量达到 7000 台,相当于日本丰田建厂之后总产量的近 3 倍。
日本的丰田汽车公司面临着国内资源匮乏、技术落后、可用场地小等诸多困难。在丰田竞争优势长期不足的情况下,由大野耐一建立了一套适合日本战后基本国情的丰田管理模式,通过“一人多机”、“目视化管理”等管理方式,使丰田扭亏为盈,形成了丰田准时化生产 JIT(Just In Time)。之后被美国麻省理工学院(MIT)的教授詹姆斯.P.沃麦克总结为精益生产(Lean Production)。丰田汽车公司利用 JIT 使丰田汽车的年产量在 2014 年达到了 998 万辆,位列当时的世界第一。
二、精益生产的概念及特征
精益生产方式是一种区别于单品种、大批量生产方式的小型化,多品种,多样化的生产方式。与大批量生产方式相比较,精益生产方式具有准时化生产(JIT),看板管理,员工参与度高等特点。在《改变世界的机器》一书中,丹尼尔教授给精益生产定义了 5 个方面的特征:
(1)把用户当“上帝”。 (2)以“员工”为中心,适当放权,充分发挥员工的积极主动性。 (3)精简组织机构,尽可能多采用 JIT 和看板式管理物流,大量降低在制品和产成品库存,减少厂内物流。 (4)培养团队意识和并行设计。 (5)及时化准时化供货方式。降低在制品和产成品库存量,减少搬运频率和厂内物流车流动频次。
第二节 生产浪费的分类及搬运浪费定义
一、精益生产理论中生产浪费的概念及分类
企业在生产经营中活动中,不增值活动的占比最高能达到 90%以上。这就意味着只要企业正常生产运营,就会不停地发生不增值活动,而有一些不增值活动也是企业运营过程中必然会出现的[1]。 精益生产理论认为:不增值活动可以分为可以不做的作业和不得不做的作业两种:
(1)可以不做的作业,即只增加成本而不产生附加值的活动。它们约占企业生产和经营活动 35%,是最先也是最需要改善的活动。例如,寻找、临时储存等。
(2)不得不做的作业,是指到目前为止还必须要完成的活动,必须伴随着生产活动一起实施而不产生附加价值的作业。这一类约占企业生产和经营活动60%。例如,冲压下料过程中的冲压模具更换调整维修,机器人操作程序更改微调、为拿取工件工具而产生的走动、拆开包装物等搬运活动。
精益生产理论认为所有的浪费均为不产生附加值的活动。对于企业来说,无论如何进行生产活动,只要所从事的活动未给企业带来价值,未给客户带来价值的一切活动均能定义为浪费。因此,无论是库存的在制品还是产成品,亦或者是呆滞品;无论是再小的瑕疵还是生产过程中可轻易修复的不良;无论是制定战略的会议还是为了提高效率而开的生产现场会议;无论是为降低成本的计件薪酬还是各种各样的福利……等等这一切均不会给客户带来直接效益,都是精益生产理论中所定义的浪费。
第三章 DH 公司生产过程搬运浪费问题现状 ...................... 19
第一节 DH 公司的企业概况 .................................. 19
第二节 DH 公司的生产现状 ..................................... 20
第三节 DH 公司搬运浪费问题现状 ............................ 21
第四章 DH 公司生产过程搬运浪费问题原因分析及影响 ............. 27
第一节 DH 公司生产过程搬运浪费问题产生的总体原因 ...................... 27
第二节 DH 公司搬运浪费产生的具体原因 ................................ 28
第五章 基于精益生产理论的 DH 公司搬运浪费改善 ................ 35
第一节 生产浪费改善方案 .................................. 35
一、总装线布局搬运浪费改善方案设计 ............................. 35
二、减速箱分总成分装线搬运浪费方案设计.............................. 36
第五章 基于精益生产理论的 DH 公司搬运浪费改善
第一节 生产浪费改善方案
精益生产方式的根基是及时化生产(JIT)和消除浪费。面对层出不穷的浪费,要逐一进行消除。针对 DH 公司在生产过程中出现的种种浪费,公司内部也在逐步寻求解决方案,逐个解决。无论哪种原因导致的搬运浪费都是精益生产理论所不允许的。在精益生产理论中,大部分搬运活动都是不增值的活动,都是需要被消除的。限于公司目前实际状况以及在解决现有浪费的基础上不再产生新的浪费的情况,DH 公司本着花小钱办大事的方针正在分批分步骤解决浪费问题。具体的方案本文以搬运浪费中的三个特别例子为对象出设计方案,并择机实施。
在方案设计机实施过程中,在尊重事实的基础和最大化效益的原则下,利用ECRS 做改善方案——E(Eliminate)取消,C(Combine)合并,R(Rearrange)重复,S(Simplify)简化。在此原则之上,将不需要做的搬运流程取消,将能合并的生产线合并或将设备与设备合并在一起,避免一些重复的搬运,简化生产流程。尽可能多的将所有可以不做的搬运浪费消除。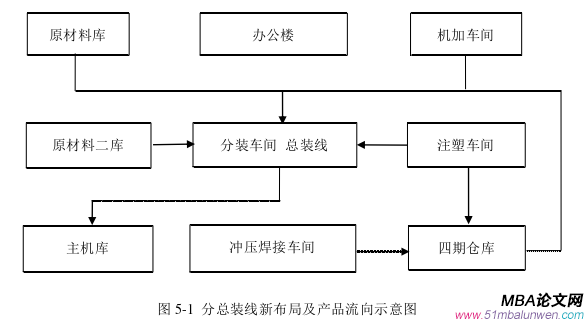 第六章 结论与展望
第六章 结论与展望
第一节 结论
通过对 DH 公司以上几个具有代表性的零部件和流水线布局调整前后的数据分析对比不难看出,DH 公司在搬运浪费消除方面走出的路是一条积极探索的路。路的方向是正确的,是积极向前的。这三项搬运浪费在整个生产过程中十分突出。要想提高效率,好好节流,消除现有的浪费是一条必由之路。生产过程中的浪费问题在产品生产总成本中的比重之所以最高能达到 95%的最大原因在于,公司管理者习以为常的认为这些很正常,其他企业也是这样的。这样的想法直接导致从业者对各种浪费问题的忽略或者重视程度不够。只有清醒地认识到浪费问题的严重程度,进一步通过规划实施去消除,将消除浪费的 PDCA 不停循环的做下去,浪费问题就会逐步得到解决。
DH 公司仅仅总装线调整一项消除搬运浪费的直接经济效益就有六万元,而这仅仅是基于年产五万台的销量得出的数据。如果 DH 公司年产 10 台的目标实现,由消除总装线迁移而导致的搬运浪费所产生的直接经济效益将翻番。而后期仓库库位的调整也将是消除搬运浪费问题的最大最有效途径。少了搬运,也就省下了部分搬运方面的人力物力支出,同样也省下了搬运设备方面的财务支出。
从 DH 公司对生产过程中搬运浪费的减少可以看出,浪费的消除或者减少直接的效应除了降低成本,也减少了一线的操作人员。使得 DH 公司向少人化又向前迈进了一步。同样,生产过程中各种形式浪费的消除将是企业参与市场竞争的一项基本且重要的内功。修炼好此项内功,产品的竞争力必将快速提升。
DH 公司的搬运浪费改善的效果是明显的,成果也是可值得书写的。但对比一下改善前不难发现,我们的改善还存在很大的不足:1、还没有把搬运浪费的改善扩大到公司的其他方面,一些半成品在车间之间的搬运,零件在设备之间的搬运;2、搬运工具的改进不只是行车这一项,升高车以及电动手拉叉车的改进,特别是手动叉车的行进速度上还有很大的空间;3、仓库在收货和发货的过程中登高车的运用上面以及仓库内库位设置的不合理等等,4、还没有将均衡化生产扩大到全部生产线。
参考文献(略)
第一章 绪论
第一节 研究背景
在现代制造业的生产过程中,生产浪费问题同产品质量问题一样,伴随着生产活动的开展而不断产生,难以根本消除。时至今日,众多国内外企业管理层以及相关专家学者仍然希望能够通过不断创新生产,改善管理来解决生产浪费这一难题。据相关研究表明,浪费相对严重的企业可能存在一半以上的生产成本均由各种浪费造成。尤其是一些生产管理相对薄弱的传统制造业企业,浪费所造成的成本更是占据了生产成本的很大比重。降低生产成本,减少各种浪费则成了生产性企业当务之急中的重中之重。
日本丰田公司作为最早起步施行精益生产方式的标杆企业,更是把生产过程中的各种浪费行为归结成了八大类:制造过剩、库存、搬运、加工、动作、等待、不良品、能动性(未能发挥员工积极主动性的浪费)[1]。除此之外,管理浪费也应当被纳入其中,这种浪费表现在企业内部管理无序,执行力弱等情形上。管理浪费的存在是存在于绝大部分企业的一种普遍现象,企业往往需要花费大量人力物力的投入才能尽可能的改善和避免这种隐性的等待浪费。但较之于关注和改善浪费行为能够为企业带来的可观收益,减少各种浪费也就理所当然成为了生产性企业增加生产收益、提升企业利润、实现战略目标的重点工作内容。
DH 公司是一家位于中部省份的一家小型农用机械生产企业。公司成立于2008 年,随着公司规模的不断扩大和生产研发能力的逐步提升,公司的主营内容已经从最初的简单的整机组装转变到现在基本实现完全自主生产。DH 公司的产品在国内外小型农机市场中以“质量过硬,价格公道,服务至上”的尚佳用户口碑广受全国各个地区客户青睐,目前每年的销售量稳定保持在 5 万台以上并逐渐扩增,自公司开展销售以来已经先后服务三十万以上客户。
第二节 研究目的和研究意义
一、研究目的
就 DH 公司而言,日益增加的产品销售数量和随之增加的服务客户数目都势必要求 DH 公司在产品生产制造和产品售后方面相关方面增加资金投入,而在总体资金受到制约的情况下,公司就不得不考虑将利润增长点放在了“节流”上面。而生存发展了 13 年之久的 DH 公司的生产规模也是一步步地在扩大,原有的陈旧生产规划相对滞后,在制品的搬运浪费现象也日益突出,这也阻碍了公司生产效率的提升。同时,类似于等待浪费等浪费现象也一直始终充斥于生产的全过程之中,生产部每天的全员班前会占用时间基本为 15 到 20 分钟,会后要想进入生产状态,各工位的准备时间等又需要 20 分钟以上,最长的时候准备时间长达 45分钟。往往生产进入有序状态,基本上需要上班后将近 1 个小时。每个生产班组八分之一的时间就这样被白白浪费掉。为长期持久地生存发展下去,并使效益增加,减少在生产过程中各种浪费也就日趋重要。
以 DH 公司众多产品中的一款自制件 750 锄草轮为例进行说明,该自制件的销售价格为 100 元,其总成本核定为 90 元,单件利润仅为 10 元。想要实现利润翻倍的目标有两条实现途径:一是在不进行生产过程优化和改善的前提下,产品单件利润不变,只有通过将该产品的销售量翻倍的方式来实现利润翻倍。众所周知,这样的目标达成难以企及且需要投入大量营销费用。二是将目前生产产品的总成本压缩 10 元,通过关注和减少生产过程中的浪费问题来压缩成本、提升产品利润就要相对容易的多。因此,对 DH 公司生产过程中各种浪费问题进行研究及改善是毫无疑问具有其现实意义,也能够为行业内其他企业借鉴意义,促进行业发展。通过对 DH 公司搬运浪费问题进行研究和实践,笔者一方面能够帮供职企业 DH 公司制定企业更合理的生产改进方案,另一方面能够将研究所学理论联系实践、总结经验后形成系统教学教材以供新进员工系统培训使用,也可以在未来作为企业的生产指导体系核心内容长期运用。
第二章 相关理论及概念
第一节 精益生产的理论基础
一、精益生产的来源
生产方式的相关理论大体上分为三种:第一种是泰勒的科学管理理论;第二种是戴明的质量管理理论;第三种是精益生产理论。精益生产理论起源于二战后。美国福特汽车依靠其资源丰富、大量资金投入、大规模场地,采用批量生产模式——品种少且依托规模化而降低成本,提高竞争优势。仅在 1949 年,美国福特单日产量达到 7000 台,相当于日本丰田建厂之后总产量的近 3 倍。
日本的丰田汽车公司面临着国内资源匮乏、技术落后、可用场地小等诸多困难。在丰田竞争优势长期不足的情况下,由大野耐一建立了一套适合日本战后基本国情的丰田管理模式,通过“一人多机”、“目视化管理”等管理方式,使丰田扭亏为盈,形成了丰田准时化生产 JIT(Just In Time)。之后被美国麻省理工学院(MIT)的教授詹姆斯.P.沃麦克总结为精益生产(Lean Production)。丰田汽车公司利用 JIT 使丰田汽车的年产量在 2014 年达到了 998 万辆,位列当时的世界第一。
二、精益生产的概念及特征
精益生产方式是一种区别于单品种、大批量生产方式的小型化,多品种,多样化的生产方式。与大批量生产方式相比较,精益生产方式具有准时化生产(JIT),看板管理,员工参与度高等特点。在《改变世界的机器》一书中,丹尼尔教授给精益生产定义了 5 个方面的特征:
(1)把用户当“上帝”。 (2)以“员工”为中心,适当放权,充分发挥员工的积极主动性。 (3)精简组织机构,尽可能多采用 JIT 和看板式管理物流,大量降低在制品和产成品库存,减少厂内物流。 (4)培养团队意识和并行设计。 (5)及时化准时化供货方式。降低在制品和产成品库存量,减少搬运频率和厂内物流车流动频次。
第二节 生产浪费的分类及搬运浪费定义
一、精益生产理论中生产浪费的概念及分类
企业在生产经营中活动中,不增值活动的占比最高能达到 90%以上。这就意味着只要企业正常生产运营,就会不停地发生不增值活动,而有一些不增值活动也是企业运营过程中必然会出现的[1]。 精益生产理论认为:不增值活动可以分为可以不做的作业和不得不做的作业两种:
(1)可以不做的作业,即只增加成本而不产生附加值的活动。它们约占企业生产和经营活动 35%,是最先也是最需要改善的活动。例如,寻找、临时储存等。
(2)不得不做的作业,是指到目前为止还必须要完成的活动,必须伴随着生产活动一起实施而不产生附加价值的作业。这一类约占企业生产和经营活动60%。例如,冲压下料过程中的冲压模具更换调整维修,机器人操作程序更改微调、为拿取工件工具而产生的走动、拆开包装物等搬运活动。
精益生产理论认为所有的浪费均为不产生附加值的活动。对于企业来说,无论如何进行生产活动,只要所从事的活动未给企业带来价值,未给客户带来价值的一切活动均能定义为浪费。因此,无论是库存的在制品还是产成品,亦或者是呆滞品;无论是再小的瑕疵还是生产过程中可轻易修复的不良;无论是制定战略的会议还是为了提高效率而开的生产现场会议;无论是为降低成本的计件薪酬还是各种各样的福利……等等这一切均不会给客户带来直接效益,都是精益生产理论中所定义的浪费。
第三章 DH 公司生产过程搬运浪费问题现状 ...................... 19
第一节 DH 公司的企业概况 .................................. 19
第二节 DH 公司的生产现状 ..................................... 20
第三节 DH 公司搬运浪费问题现状 ............................ 21
第四章 DH 公司生产过程搬运浪费问题原因分析及影响 ............. 27
第一节 DH 公司生产过程搬运浪费问题产生的总体原因 ...................... 27
第二节 DH 公司搬运浪费产生的具体原因 ................................ 28
第五章 基于精益生产理论的 DH 公司搬运浪费改善 ................ 35
第一节 生产浪费改善方案 .................................. 35
一、总装线布局搬运浪费改善方案设计 ............................. 35
二、减速箱分总成分装线搬运浪费方案设计.............................. 36
第五章 基于精益生产理论的 DH 公司搬运浪费改善
第一节 生产浪费改善方案
精益生产方式的根基是及时化生产(JIT)和消除浪费。面对层出不穷的浪费,要逐一进行消除。针对 DH 公司在生产过程中出现的种种浪费,公司内部也在逐步寻求解决方案,逐个解决。无论哪种原因导致的搬运浪费都是精益生产理论所不允许的。在精益生产理论中,大部分搬运活动都是不增值的活动,都是需要被消除的。限于公司目前实际状况以及在解决现有浪费的基础上不再产生新的浪费的情况,DH 公司本着花小钱办大事的方针正在分批分步骤解决浪费问题。具体的方案本文以搬运浪费中的三个特别例子为对象出设计方案,并择机实施。
在方案设计机实施过程中,在尊重事实的基础和最大化效益的原则下,利用ECRS 做改善方案——E(Eliminate)取消,C(Combine)合并,R(Rearrange)重复,S(Simplify)简化。在此原则之上,将不需要做的搬运流程取消,将能合并的生产线合并或将设备与设备合并在一起,避免一些重复的搬运,简化生产流程。尽可能多的将所有可以不做的搬运浪费消除。
第一节 结论
通过对 DH 公司以上几个具有代表性的零部件和流水线布局调整前后的数据分析对比不难看出,DH 公司在搬运浪费消除方面走出的路是一条积极探索的路。路的方向是正确的,是积极向前的。这三项搬运浪费在整个生产过程中十分突出。要想提高效率,好好节流,消除现有的浪费是一条必由之路。生产过程中的浪费问题在产品生产总成本中的比重之所以最高能达到 95%的最大原因在于,公司管理者习以为常的认为这些很正常,其他企业也是这样的。这样的想法直接导致从业者对各种浪费问题的忽略或者重视程度不够。只有清醒地认识到浪费问题的严重程度,进一步通过规划实施去消除,将消除浪费的 PDCA 不停循环的做下去,浪费问题就会逐步得到解决。
DH 公司仅仅总装线调整一项消除搬运浪费的直接经济效益就有六万元,而这仅仅是基于年产五万台的销量得出的数据。如果 DH 公司年产 10 台的目标实现,由消除总装线迁移而导致的搬运浪费所产生的直接经济效益将翻番。而后期仓库库位的调整也将是消除搬运浪费问题的最大最有效途径。少了搬运,也就省下了部分搬运方面的人力物力支出,同样也省下了搬运设备方面的财务支出。
从 DH 公司对生产过程中搬运浪费的减少可以看出,浪费的消除或者减少直接的效应除了降低成本,也减少了一线的操作人员。使得 DH 公司向少人化又向前迈进了一步。同样,生产过程中各种形式浪费的消除将是企业参与市场竞争的一项基本且重要的内功。修炼好此项内功,产品的竞争力必将快速提升。
DH 公司的搬运浪费改善的效果是明显的,成果也是可值得书写的。但对比一下改善前不难发现,我们的改善还存在很大的不足:1、还没有把搬运浪费的改善扩大到公司的其他方面,一些半成品在车间之间的搬运,零件在设备之间的搬运;2、搬运工具的改进不只是行车这一项,升高车以及电动手拉叉车的改进,特别是手动叉车的行进速度上还有很大的空间;3、仓库在收货和发货的过程中登高车的运用上面以及仓库内库位设置的不合理等等,4、还没有将均衡化生产扩大到全部生产线。
参考文献(略)
相关阅读
- 供电作业项目安全生产风险管控系统开发及后评价研究2018-01-28
- 6S生产管理在浙江农行的应用与提升研究2018-02-01
- LY市甲醛行业安全生产多元化管理研究2018-02-13
- L公司中层生产管理人员薪酬体系优化研究2018-03-07
- DL植物工厂规模化经营生产战略管理研究2018-03-23
- 美卓矿机机械加工件的逆向定价生产管理研究2018-04-23
- 核电数字化分布式仪控系统研制进度风险管理研究2018-05-02
- 尾砂坝加高工程和加高后安全生产管理措施的研究2018-05-15
- 武汉铁路局漯河车站行车安全生产管理分析研究2018-05-18
- 轨道交通供电运行安全生产管理系统研究与应用2018-05-31

